 English
English 中文简体
中文简体 русский
русский Español
Español Français
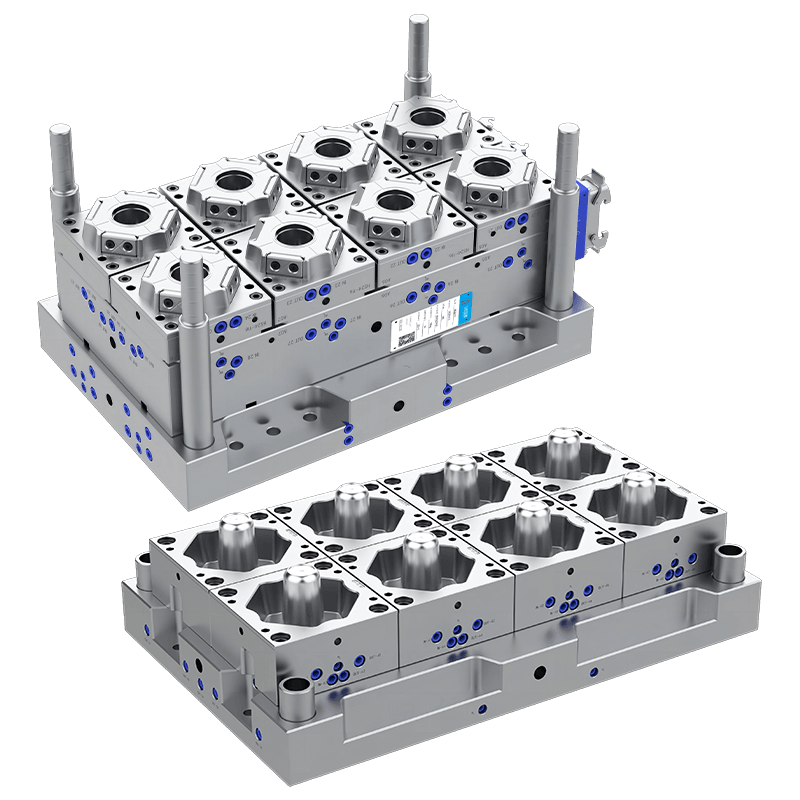
Français¿Qué propiedades materiales se requieren para que los moldes de contenedores de alimentos garanticen el cumplimiento normativo?
Moldes para contenedores de alimentos debe estar diseñado para producir contenedores que cumplan con las regulaciones de contacto con alimentos: FDA 21 CFR (EE. UU.), Reglamento UE 10/2011 (Europa) y GB 4806 (China). Estas regulaciones restringen ciertas sustancias en el contenedor terminado y también abordan los materiales de construcción del molde.
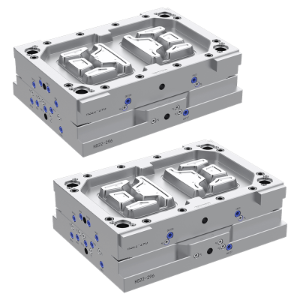
Grado de acero del molde: Las superficies de la cavidad del molde que entran en contacto con el plástico fundido (e indirectamente entran en contacto con los alimentos) deben estar hechas de acero resistente a la corrosión. Los aceros para herramientas estándar (P20, H13) son aceptables si no transfieren residuos al plástico. Sin embargo, muchos moldes para recipientes de alimentos utilizan acero inoxidable 420 (50–54 HRC) o 17-4 PH (40–45 HRC) porque estos grados resisten la corrosión de los agentes de limpieza y los componentes ácidos de los alimentos. Un molde de acero inoxidable 420 para un recipiente de yogur de PP (pH 4,0–4,5) no muestra corrosión después de 2 millones de ciclos; un molde P20 en las mismas condiciones puede mostrar manchas en la superficie después de 500.000 ciclos. Los moldes de acero inoxidable también previenen la formación de óxido que podría contaminar las piezas.
Recubrimientos de liberación: algunos moldes aplican recubrimientos de liberación a base de PTFE o níquel-PTFE (Nedox) para reducir la adherencia. El recubrimiento debe estar aprobado por la FDA para contacto indirecto con alimentos. Para los recubrimientos de PTFE, la formulación no debe contener ácido perfluorooctanoico (PFOA), que está restringido según las regulaciones de la UE y los EE. UU. El espesor del recubrimiento es de 10 a 25 µm. Los recubrimientos de más de 50 µm pueden descascararse y contaminar los contenedores. Un molde de acero inoxidable sin recubrimiento con superficie pulida (SPI A-2, 0,025–0,05 µm Ra) normalmente libera contenedores de PP sin recubrimientos adicionales.
Materiales de los canales de enfriamiento: se perforan canales de enfriamiento en las placas del molde; El agua fluye a través de estos canales. El agua puede contener inhibidores de corrosión. Para los moldes para contenedores de alimentos, los aditivos del agua de refrigeración no deben ser tóxicos y no migrar a través del material del molde. Se aceptan inhibidores estándar (nitrito de sodio, bórax). Si las placas del molde muestran corrosión en los canales de enfriamiento (formación de óxido), los productos de corrosión no entran en contacto con el plástico pero pueden bloquear los canales. La limpieza anual de los canales de refrigeración con una solución de ácido cítrico al 5-10 % elimina las incrustaciones.
¿Cómo se garantiza el rendimiento del sellado en los moldes para envases de alimentos?
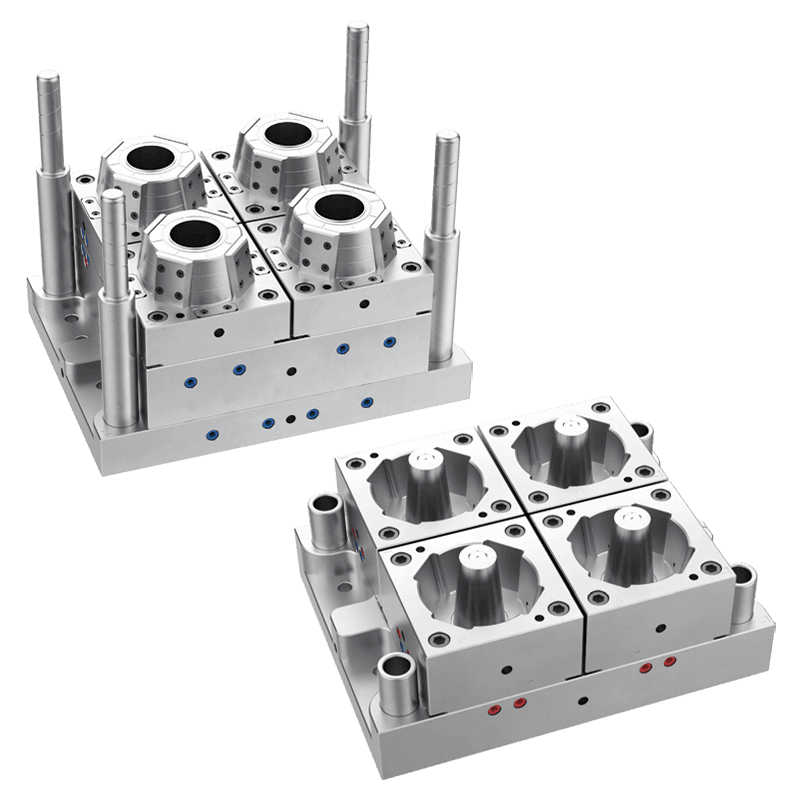
El sello entre el cuerpo del recipiente y su tapa es fundamental para la frescura de los alimentos y la prevención de fugas. Para un recipiente con una interfaz de tapa a presión de 4 a 8 mm de ancho, el molde debe controlar características de cinco dimensiones.
Geometría de la ranura a presión de la tapa: el borde del contenedor incluye una ranura o muesca sobre la que se encaja la tapa. La profundidad de la ranura suele ser de 0,2 a 0,5 mm con un ángulo de 15 a 30 grados en el lado de entrada. El molde crea esta ranura con un núcleo plegable o con acciones laterales que se retraen antes de la expulsión. Para un recipiente redondo, la ranura debe ser continua y uniforme. La tolerancia dimensional para la profundidad de la ranura es ±0,03 mm. Una ranura que es 0,05 mm más profunda en un lado que en el otro provoca un encaje desigual de la tapa; la tapa puede sellar en el lado profundo pero dejar un espacio en el lado poco profundo.
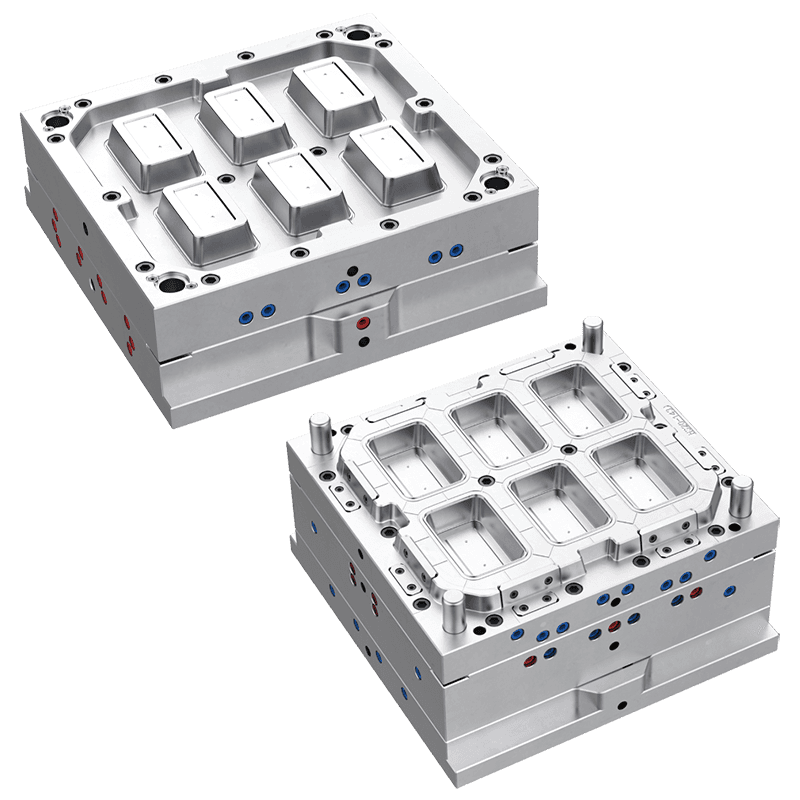
Ángulo de inclinación de la pared del contenedor para apilamiento: Los contenedores de alimentos a menudo se apilan para su envío y almacenamiento. La pared exterior debe tener un ángulo de inclinación constante (0,5 a 1,5 grados por lado, medido desde la vertical) para que los contenedores se acoplen sin atascarse. Para un contenedor de 100 mm de altura, una inclinación de 0,5 grados crea un cambio de ancho de 100 × tan(0,5°) = 0,87 mm de arriba a abajo. Si el tiro varía ±0,2 grados entre las cavidades, la fuerza de apilamiento entre contenedores aumenta entre un 30% y un 50%. Los fabricantes de moldes verifican el borrador utilizando una máquina de medición de coordenadas (CMM) CNC, midiendo entre 3 y 5 alturas en cada cavidad.
¿Cómo afecta el diseño de ventilación a la calidad de las piezas y al tiempo del ciclo en moldes para envases de alimentos?
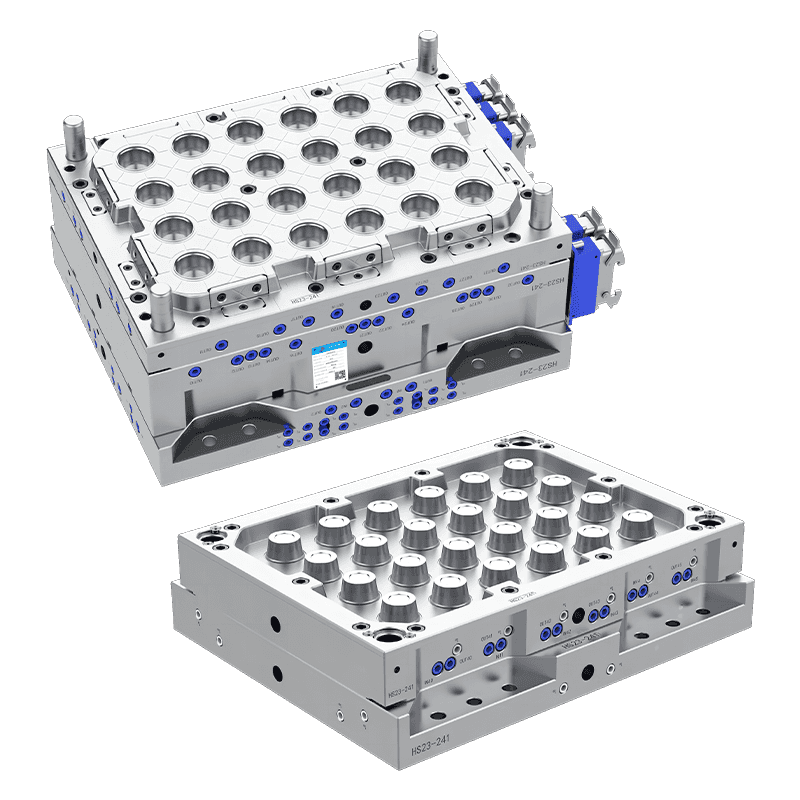
La ventilación permite que el aire atrapado escape de la cavidad a medida que el plástico fundido llena el molde. Para los recipientes de alimentos de paredes delgadas (0,3 a 0,6 mm), la ventilación inadecuada es una causa común de defectos y tiempos de ciclo prolongados.
Ubicación y profundidad de la ventilación: las ventilaciones se colocan en el último punto que llega al plástico: generalmente, las esquinas de los contenedores rectangulares o el borde de los contenedores redondos opuestos a la puerta. Para un contenedor rectangular de 150 × 100 mm con una puerta en el centro de un lado largo, los últimos puntos de llenado son las dos esquinas opuestas. Los respiraderos en estas ubicaciones tienen entre 0,5 y 1,0 mm de ancho y se extienden entre 5 y 10 mm desde el borde de la cavidad. La profundidad de ventilación para polipropileno (PP) es de 0,02 a 0,03 mm; para polietileno (PE), 0,01–0,02 mm; para PET, 0,01 a 0,03 mm. Las ventilaciones más profundas que estos valores permiten la inflamación (el plástico se escapa de la cavidad). Las rejillas de ventilación de menos de 0,01 mm restringen el flujo de aire. Un respiradero bloqueado (profundidad inferior a 0,005 mm debido a residuos) provoca un calentamiento localizado por compresión del aire atrapado a 200–300 °C, lo que genera marcas de quemaduras (puntos marrones o negros, de 1 a 5 mm de diámetro) en las esquinas del contenedor.
Efectos sobre el tiempo del ciclo: una ventilación inadecuada aumenta la presión de inyección requerida entre un 20% y un 40% para empujar el plástico más allá del aire atrapado. Una presión más alta aumenta la demanda de fuerza de sujeción y puede aumentar el tiempo del ciclo porque una presión de empaque más alta requiere un tiempo de retención más prolongado. Para un molde de 32 cavidades que produce contenedores de PP de 500 ml, un molde ventilado (con la profundidad adecuada, limpiado semanalmente) realiza ciclos de 12 segundos; el mismo molde con respiraderos parcialmente bloqueados (profundidad efectiva de 0,008 mm) requiere de 14 a 15 segundos, lo que reduce la producción entre un 15 y un 20 %.
Programa de mantenimiento de las ventilaciones: Las ventilaciones en los moldes de los contenedores de alimentos acumulan residuos de plástico, desmoldantes y lubricantes de calidad alimentaria. Intervalos de limpieza recomendados: cada 20 000 a 50 000 ciclos (aproximadamente cada 3 a 5 días en una operación de 3 turnos). Método de limpieza: retire el inserto de la cavidad ventilada; utilice un raspador de latón (no de acero) para eliminar los residuos; seguir con aire comprimido. La limpieza ultrasónica en una solución de detergente suave (60 °C, 15 a 20 minutos) restablece la profundidad de la ventilación. Un molde con un programa de limpieza de respiraderos documentado muestra tasas de marcas de quemaduras inferiores al 0,5%; sin limpieza, aparecen marcas de quemaduras en entre el 3% y el 8% de los contenedores después de 100,000 ciclos.
Recomendaciones de productos relacionados
Contáctenos
Correo electrónico: [email protected]; O rellene el formulario de contacto a continuación.
Yongkang Huashun Mould Co., Ltd. es una empresa de base tecnológica que se especializa en la producción de moldes de inyección de paredes delgadas.
