 English
English 中文简体
中文简体 русский
русский Español
Español Français
Français¿Cuáles son las precauciones al utilizar molde para vasos de plástico?
Tipos comunes en el mercado

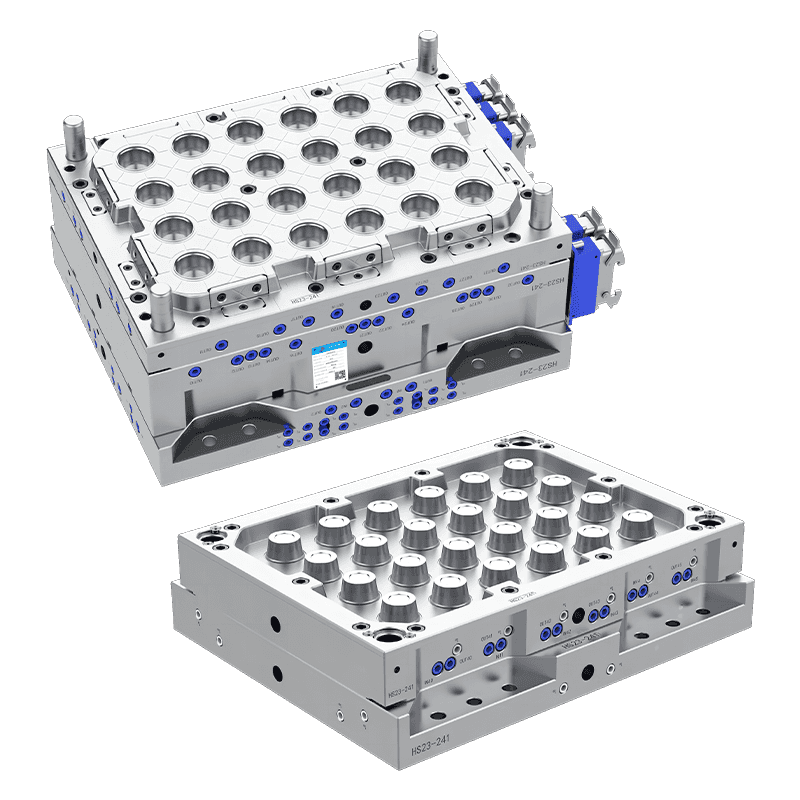
Molde de inyección para vasos de pared delgada (0,3-0,8 mm de espesor de pared): Moldes multicavidades con 4 a 48 cavidades. El diámetro de la copa oscila entre 50 y 100 mm y la altura entre 60 y 150 mm. El tiempo del ciclo es de 4 a 8 segundos para PP (polipropileno). El molde utiliza canales calientes con compuertas de válvula (8-16 boquillas) y canales de enfriamiento conformes. Estos moldes producen vasos desechables para agua, refrescos y café.
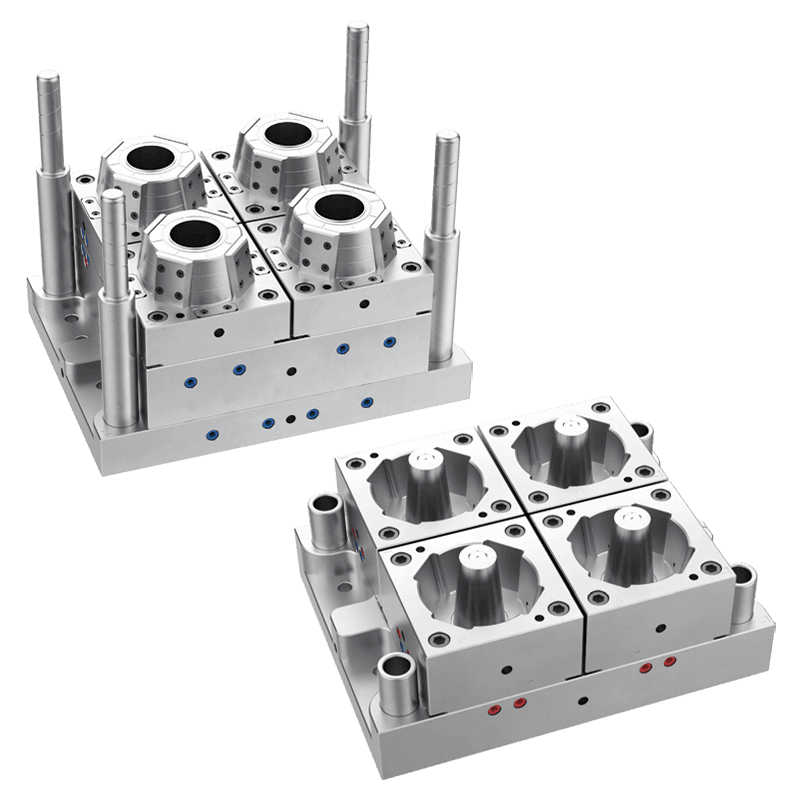
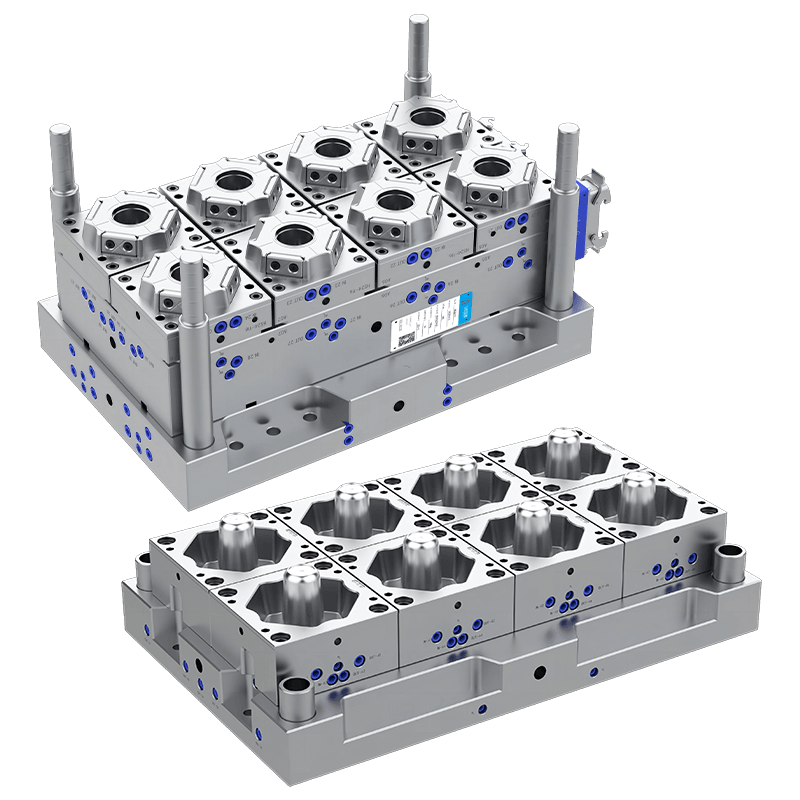
Molde de inyección para vasos de pared gruesa (grosor de pared de 1,0-3,0 mm): Se utiliza para vasos reutilizables (vasos, jarras de cerveza, tazas promocionales). El recuento de cavidades es de 2 a 1. El tiempo del ciclo es de 15 a 35 segundos debido a un enfriamiento más prolongado. El molde incluye mecanismos de desenroscado para copas roscadas (recorrido 8-15 mm) o correderas de acción lateral para mangos.
Molde apilado (dos niveles) para alto rendimiento: dos líneas de separación paralelas producen el doble de piezas por ciclo de máquina. Un molde apilado típico para vasos de 200 ml tiene 2 x 24 = 48 cavidades. La altura del molde es de 800-1200 mm y requiere máquinas de inyección con una separación entre platos superior a 1300 mm. El tiempo del ciclo es de 5 a 7 segundos y produce de 25 000 a 35 000 tazas por hora.
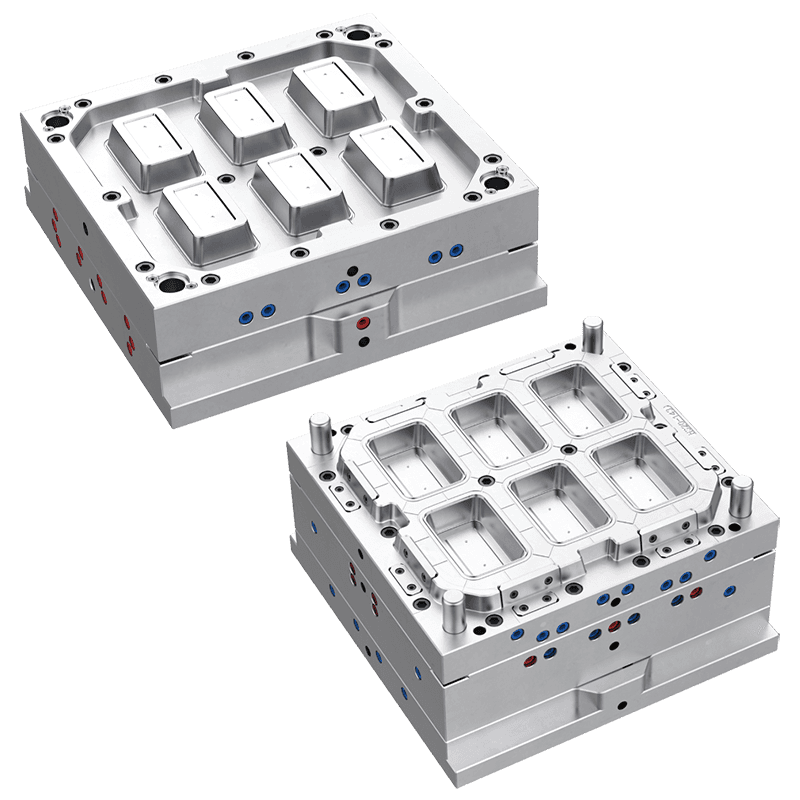
Molde de termoformado (conformado al vacío): Un molde de una sola cara con orificios de vacío (0,5-1,0 mm de diámetro) y un tapón de conformación (macho o hembra). La temperatura del molde se mantiene a 50-70°C. Se calienta una lámina de plástico (de 0,3 a 1,2 mm de espesor) a 160-200°C y luego se coloca sobre el molde. La prensa recortadora corta el borde de la taza. Los moldes termoformables se utilizan para vasos de yogur, tarrinas de margarina y vasos para porciones (10-50 ml).
Molde de formación a presión (detalle alto): similar al moldeo al vacío, pero utiliza una presión de aire de 0,3 a 0,7 MPa en la parte posterior de la lámina calentada. El molde está fabricado en fundición de aluminio (A356) con cavidades pulidas. El conformado por presión produce vasos con detalles de borde más nítidos (letras en relieve, logotipos) que el conformado al vacío. El tiempo del ciclo es de 5 a 12 segundos por hoja (4 a 16 tazas por hoja).
Molde de inyección y soplado (ISBM – Dos etapas): Un molde de preforma (primera etapa) produce una preforma en forma de tubo de ensayo con roscas de cuello terminadas. La preforma se recalienta y luego se transfiere a un molde de soplado (segunda etapa) donde el aire la infla hasta darle forma de copa. Los moldes ISBM producen vasos de PET de alta claridad para batidos, batidos y cerveza. Cavidades de preformas: 8-32; Cavidades de soplado: 4-16.
Materiales utilizados en moldes para vasos de plástico.
Acero para cavidades y núcleos
Las superficies de la cavidad entran en contacto con plástico fundido (200-260°C). Para moldes de inyección de gran volumen (más de 2 millones de ciclos), el acero al cromo DIN 1.2343 (X40CrMoV5-1) es el estándar. Composición: 0,40% C, 5,0% Cr, 1,3% Mo, 0,4% V. Dureza: 48-52 HRC. Resistencia a la tracción: 1.450 MPa. Para copas que requieren claridad óptica (PP o PET transparente), las cavidades se pulen a Ra 0,02-0,05 micrones. Para moldes de volumen medio (500.000 - 2 millones de ciclos) se utiliza DIN 1.2738 (P20 Ni) preendurecido a 38-42 HRC. El costo es un 40 por ciento menor que el 1.234. Para prototipos o moldes de bajo volumen (menos de 200.000 ciclos), se selecciona el aluminio 7075-T6. El aluminio tiene una conductividad térmica de 130 W/m·K (5 veces mayor que el acero), lo que reduce el tiempo del ciclo entre un 30 y un 40 por ciento. Sin embargo, las cavidades de aluminio muestran desgaste después de 150.000 ciclos en el área de la puerta donde la velocidad del plástico excede los 200 mm/s.
Insertos de núcleo y componentes de eyección
El núcleo forma el interior de la copa. Para copas profundas (relación altura-diámetro superior a 1,2), los núcleos se fabrican con acero al níquel DIN 1.2767 (X45NiCrMo4). Dureza: 50-54 HRC. El acabado de la superficie del núcleo es Ra 0,1-0,2 micrones para permitir el deslizamiento de la copa durante la expulsión. Los manguitos eyectores (tubos delgados que empujan el borde de la copa) están hechos de acero SKD61 (H13) con superficie nitrurada (65-70 HRC a 0,1-0,15 mm de profundidad). El espesor de la pared del manguito es de 0,8 a 1,5 mm. Para tazas con socavaduras (tapas de ajuste a presión), se utilizan núcleos plegables. Estos núcleos constan de 6 a 8 segmentos que se retraen radialmente antes de la expulsión. El material del segmento es DIN 1.2379 (X153CrMoV12) endurecido a 58-60 HRC.
Materiales del sistema de refrigeración
El enfriamiento rápido es esencial para los moldes de copa de paredes delgadas. Los canales de refrigeración se perforan a 4-6 mm de la superficie de la cavidad. Diámetro del canal: 6-10 mm. Para moldes de cavidades altas (32-48 cavidades), se colocan deflectores de aleación de cobre (CuZn39Pb3, conductividad térmica 110 W/m·K) en los canales de enfriamiento cerca del fondo de la copa (la sección más gruesa). En la zona del borde de la copa (también gruesa), los canales de refrigeración conformados fabricados mediante impresión 3D (acero martensítico 1.2709) siguen el contorno del borde. Los canales conformados reducen el tiempo de enfriamiento de 6 segundos a 3,5 segundos para una taza de 200 ml. Las juntas tóricas que sellan los circuitos de refrigeración son de caucho EPDM clasificado para 150 °C continuos.
Componentes de canal caliente
Los moldes de copa de pared delgada utilizan sistemas de canal caliente con 1 o 2 boquillas por cavidad. Los colectores están mecanizados en acero DIN 1.2343 (H11). Las puntas de las boquillas son de cobre berilio (C17200, que contiene entre 1,8 y 2,0 % de berilio) o H13 con puntas reemplazables. Los pasadores de válvula (accionados neumáticamente, 5-8 bar) cierran la boquilla después del llenado. El material del pasador es carburo cementado (WC-6Co) con una dureza de 89-92 HRA. Diámetro de la punta del pasador: 1,0-1,5 mm. Las puntas requieren reemplazo cada 500 000 a 800 000 ciclos. Los termopares (tipo J, punta conectada a tierra) se colocan a 2 mm de la salida de la boquilla, manteniendo la temperatura dentro de ±1,5°C. Los elementos calefactores son de tipo cartucho (150-300 W por boquilla, 230 V).
Materiales de moldeo termoformado
Para moldes de formación al vacío y a presión, el aluminio fundido A356-T6 es el estándar. Composición: 6,5-7,5% Si, 0,25-0,45% Mg. Dureza: 80-95 HB. Resistencia a la tracción: 230 MPa. El molde contiene orificios de vacío de 0,5 a 1,0 mm de diámetro, espaciados entre 15 y 25 mm. Para el conformado a presión con alto detalle, se utilizan moldes compuestos de epoxi/aluminio (epoxi relleno de aluminio, 60-70 % de polvo de aluminio en peso). Estos moldes compuestos cuestan entre un 50 y un 70 por ciento menos que el aluminio mecanizado y son adecuados para tiradas inferiores a 100.000 ciclos.
Recomendaciones de productos relacionados
Contáctenos
Correo electrónico: [email protected]; O rellene el formulario de contacto a continuación.
Yongkang Huashun Mould Co., Ltd. es una empresa de base tecnológica que se especializa en la producción de moldes de inyección de paredes delgadas.
