 English
English 中文简体
中文简体 русский
русский Español
Español Français
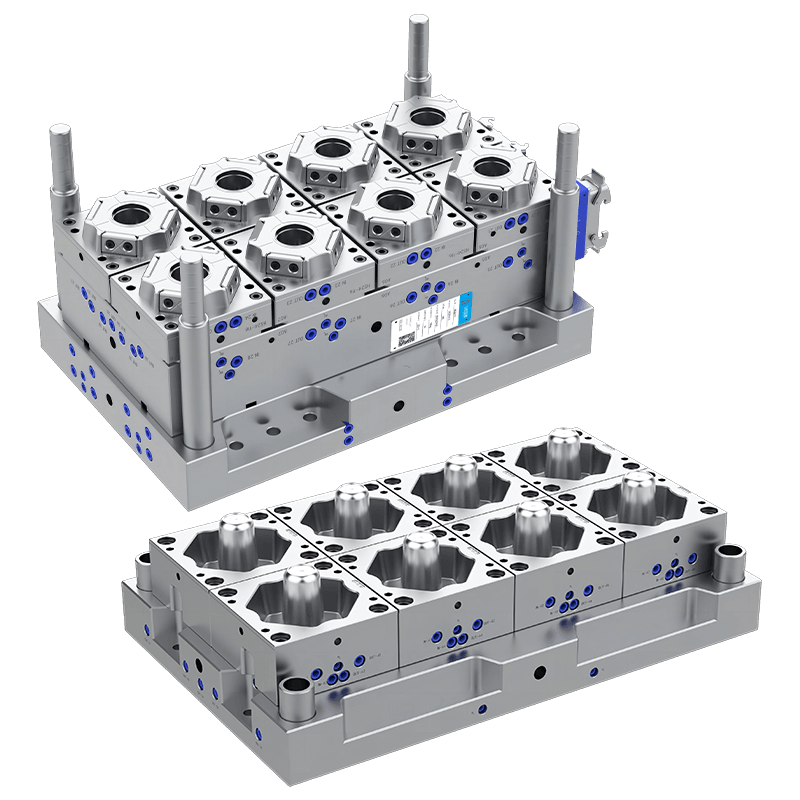
FrançaisDar forma a los recipientes para la hora de comer: ¿Qué materiales se utilizan en los moldes para loncheras?
Las loncheras y recipientes de comida de plástico que se utilizan a diario en los hogares, las escuelas y los lugares de trabajo se producen mediante moldeo por inyección, un proceso de fabricación que fuerza el plástico fundido a formar herramientas mecanizadas con precisión llamadas moldes. Estos moldes determinan todas las características del producto final: su forma, dimensiones, textura de la superficie e incluso la claridad de las tapas transparentes. Los materiales elegidos para construir estos moldes afectan directamente los costos de producción, la velocidad de fabricación, la calidad de las piezas y la cantidad total de contenedores que se pueden producir antes de que la herramienta requiera mantenimiento o reemplazo.
Aceros para herramientas: el estándar para la producción de gran volumen
Para los moldes de loncheras destinados a producir cientos de miles o millones de unidades, la elección de material predominante son varios aceros para herramientas. Estas aleaciones están diseñadas para resistir las altas presiones, temperaturas elevadas y fuerzas abrasivas que se encuentran en el moldeo por inyección de ciclo alto.
Acero para herramientas P20: Este es el acero para moldes de uso general común para aplicaciones de loncheras, particularmente para volúmenes de producción moderados.
P20 se suministra en estado preendurecido, normalmente a 28-32 HRC (escala de dureza Rockwell C), lo que elimina la necesidad de un tratamiento térmico adicional después del mecanizado para las aplicaciones.
Ofrece buena maquinabilidad, lo que permite una fabricación relativamente rápida de núcleos y cavidades de moldes.
El material proporciona una resistencia al desgaste adecuada para moldear plásticos básicos como el polipropileno (PP) y el polietileno (PE), que se utilizan habitualmente para las loncheras.
Los ciclos de producción típicos con P20 pueden oscilar entre 500.000 y 1.000.000 de ciclos antes de que el desgaste sea significativo, dependiendo de la abrasividad del plástico.
El P20 se utiliza a menudo para la cavidad principal y los bloques centrales de los moldes de loncheras, especialmente para contenedores sin socavaduras complejas ni requisitos de acabado de alto brillo.
Acero para herramientas H13: para moldes para loncheras que requieren mayor resistencia al desgaste o que utilizan materiales más exigentes, con frecuencia se especifica H13.
H13 es un acero para herramientas para trabajo en caliente que mantiene su dureza a temperaturas elevadas, resistiendo la fatiga térmica y el agrietamiento por calor (agrietamiento causado por ciclos repetidos de calentamiento y enfriamiento).
Generalmente se utiliza en estado endurecido y revenido, alcanzando 45-52 HRC.
Este material se prefiere para moldes que procesan plásticos de ingeniería como policarbonato (PC) o acrilonitrilo butadieno estireno (ABS), que a veces se utilizan para loncheras o recipientes transparentes de alta gama.
H13 también se utiliza para componentes sujetos a alto desgaste, como núcleos para funciones de ajuste rápido o áreas con secciones de pared delgadas que experimentan altas presiones de inyección.
Aceros inoxidables para herramientas (p. ej., 420 SS): cuando se requiere resistencia a la corrosión, ya sea del material plástico o del agua de refrigeración que circula a través del molde, se emplean aceros inoxidables para herramientas.
El acero inoxidable grado 420, endurecido a aproximadamente 48-52 HRC, ofrece buena resistencia a la corrosión combinada con una dureza adecuada para el moldeo.
Estos materiales se utilizan para moldear ciertos tipos de plásticos que pueden liberar gases corrosivos durante su procesamiento, o para moldes que deben almacenarse en ambientes húmedos sin oxidarse.
Los aceros inoxidables para herramientas son más caros y más difíciles de mecanizar que el P20 o el H13, por lo que su uso suele limitarse a aplicaciones en las que la corrosión es una preocupación genuina.
Acero inoxidable para aplicaciones de calidad alimentaria
En el mercado de las loncheras se debe hacer una distinción entre el material del molde y el material del producto final. Algunas loncheras están hechas de acero inoxidable y requieren diferentes consideraciones sobre el molde.
Fiambreras de acero inoxidable: Estos recipientes no están moldeados por inyección, sino que se forman mediante procesos de estampado o embutición profunda.
Acero inoxidable 304 (18/8): este es el grado común para las loncheras de calidad alimentaria. Contiene un 18 por ciento de cromo y un 8 por ciento de níquel, lo que ofrece resistencia a la corrosión y seguridad alimentaria. No reacciona con alimentos ácidos y es duradero para el uso diario.
Acero inoxidable 316: contiene molibdeno para mejorar la resistencia a la corrosión, particularmente contra los cloruros. A veces se utiliza para entornos marinos o aplicaciones que requieren mayor resistencia a la corrosión, aunque es más caro.
Acero inoxidable 201: una alternativa más económica con menos níquel, que a veces se utiliza en loncheras económicas. Ofrece una resistencia a la corrosión adecuada para uso normal, pero es menos duradero que el 304 en condiciones exigentes.
Moldes para loncheras de silicona: un segmento creciente del mercado utiliza silicona de calidad alimentaria para loncheras plegables o flexibles.
Los moldes para loncheras de silicona generalmente se mecanizan a partir de aluminio o acero, de manera similar a los moldes de inyección de plástico, pero deben adaptarse a las diferentes características de flujo del caucho de silicona líquida.
El moldeo de silicona a menudo implica moldeo por inyección de silicona líquida (LSIM), que requiere un control preciso de la temperatura dentro del molde para curar el material.
El acabado de la superficie del molde se transfiere directamente a la pieza de silicona, por lo que los acabados texturizados para propiedades antiadherentes o patrones estéticos se mecanizan directamente en la cavidad del molde.
Aluminio: velocidad y economía para volúmenes más bajos
Los moldes de aluminio se utilizan ampliamente en la industria de las loncheras para la creación de prototipos, tiradas de producción cortas y para moldes que producen componentes con requisitos de desgaste menos exigentes.
Maquinabilidad y plazos de entrega: el aluminio se procesa significativamente más rápido que el acero, a menudo de 3 a 5 veces más rápido. Esto se traduce directamente en tiempos de fabricación de moldes más cortos y un menor costo inicial. Para nuevos diseños de loncheras o productos de temporada, el aluminio permite una rápida entrada al mercado.
Conductividad térmica: el aluminio conduce el calor aproximadamente de 3 a 5 veces mejor que el acero para herramientas. Esto significa que el calor del plástico fundido se elimina más rápidamente, lo que potencialmente reduce los tiempos de enfriamiento y acorta los tiempos generales del ciclo. En algunos casos, esta ventaja térmica puede compensar la menor resistencia inherente del aluminio.
Selección de aleaciones para moldes para loncheras:
QC-7 o QC-10: son aleaciones de aluminio forjado desarrolladas específicamente para aplicaciones de moldes y que ofrecen un buen equilibrio entre resistencia, dureza y maquinabilidad. Son adecuados para series de producción de decenas de miles a quizás 100.000 piezas.
Aluminio 7075: una aleación de aluminio de alta resistencia que ofrece una relación resistencia-peso y buena resistencia al desgaste para un aluminio. A veces se utiliza para componentes de moldes que requieren mayor durabilidad.
Aluminio 6061: una aleación de uso general que a veces se utiliza para moldes de prototipos o aplicaciones de muy baja presión donde las demandas de resistencia son mínimas.
Limitaciones del volumen de producción: el aluminio es más blando y menos resistente al desgaste que el acero. Un molde de lonchera de aluminio puede producir entre 10.000 y 100.000 piezas, dependiendo de la abrasividad del plástico, antes de que las dimensiones de la cavidad se degraden o se deterioren los acabados de la superficie. Para plásticos cargados altamente abrasivos, la vida útil de la herramienta puede estar en el extremo inferior de este rango.
Reparación y modificación: los moldes de aluminio generalmente son más fáciles de reparar mediante soldadura y remecanizado que los moldes de acero, lo que puede resultar ventajoso durante el desarrollo de productos o para moldes que requieren cambios de diseño.
Insertos de núcleo y cavidad: colocación estratégica de materiales
Los moldes modernos para loncheras suelen utilizar un enfoque de construcción en el que la base principal del molde está hecha de un material menos costoso, mientras que la cavidad y los insertos del núcleo (los componentes que dan forma al plástico) están hechos de materiales de mayor calidad.
Construcción de moldes modulares: la base del molde (el marco estructural que sostiene las cavidades) suele estar hecha de acero preendurecido o incluso placas de aluminio. Esta base proporciona los sistemas de soporte, guiado y expulsión. Los insertos intercambiables que realmente forman la forma de la lonchera están hechos del grado adecuado de acero para herramientas o aluminio para los requisitos de producción específicos.
Inserciones de cobre berilio: Para áreas del molde de la lonchera que son difíciles de enfriar, como núcleos profundos o secciones de paredes delgadas, se pueden usar inserciones de cobre berilio.
El cobre berilio tiene una conductividad térmica varias veces mayor que el acero para herramientas, lo que le permite extraer el calor de la pieza moldeada más rápidamente en áreas donde no se pueden colocar líneas de enfriamiento convencionales.
Esto reduce los tiempos de ciclo y mejora la calidad de las piezas al garantizar un enfriamiento uniforme.
Estos insertos suelen colocarse en lugares estratégicos dentro de un molde de acero, combinando la resistencia del acero con el rendimiento térmico del cobre.
Insertos de acero endurecido: para elementos sujetos a un alto desgaste, como pestillos de ajuste rápido, detalles de bisagras o elementos de borde entrelazados, se pueden usar insertos de acero endurecido incluso dentro de una base de molde de aluminio o P20. Estos insertos proporcionan resistencia al desgaste localizado donde es necesario.
Tratamientos Superficiales y Acabados
La superficie del molde se transfiere directamente a la lonchera, afectando tanto la apariencia como la función. Se aplican diversos tratamientos y acabados a las superficies del molde para lograr características específicas.
Acabados pulidos: Para loncheras con superficies brillantes o tapas transparentes, la cavidad del molde se debe pulir hasta obtener un acabado de espejo.
El pulido se realiza de forma manual o mecánica utilizando abrasivos progresivamente más finos. El pulido final determina la claridad de las piezas transparentes.
Las superficies altamente pulidas también mejoran el desmolde de las piezas, lo que reduce la necesidad de agentes desmoldantes.
Acabados texturizados: muchas loncheras cuentan con superficies texturizadas para mejorar el agarre, la resistencia a los rayones o el atractivo estético.
Las texturas se crean mediante grabado químico o mecanizado por descarga eléctrica (EDM). El grabado químico utiliza ácidos para crear patrones específicos en la superficie del molde.
Las texturas comunes incluyen finos acabados mate, vetas de cuero, patrones geométricos o superficies antideslizantes en tapas y bases.
La profundidad y el patrón de la textura se controlan con precisión, ya que afectan tanto la apariencia como la expulsión de la pieza.
Recubrimientos duros: para prolongar la vida útil del molde y mejorar el desprendimiento de las piezas, se pueden aplicar varios recubrimientos a la superficie del molde.
Cromado: Proporciona una superficie dura, resistente al desgaste y a la corrosión que también mejora la liberación.
Revestimiento de nitruro de titanio (TiN): el revestimiento de color dorado ofrece mayor dureza y reducción de la fricción.
Recubrimientos de carbono tipo diamante (DLC): Proporcionan baja fricción y alta dureza para aplicaciones exigentes.
Recubrimientos de níquel-PTFE: combinan dureza con las propiedades antiadherentes del PTFE (teflón), para moldes que utilizan materiales pegajosos o que requieren agentes desmoldantes mínimos.
Materiales del sistema de refrigeración
La refrigeración eficiente es esencial para tiempos de ciclo rápidos y una calidad constante de las piezas. Los materiales utilizados para enfriar los componentes afectan la eficiencia de la transferencia de calor.
Canales de enfriamiento: los conductos a través de los cuales fluye el agua o el aceite para controlar la temperatura del molde se mecanizan directamente en el acero o aluminio del molde. Para la refrigeración en línea recta se utiliza perforación convencional.
Deflectores y burbujeadores: Para áreas que requieren enfriamiento mejorado, se pueden insertar deflectores y burbujeadores de cobre o acero inoxidable en los canales de enfriamiento para dirigir el flujo de refrigerante a áreas específicas.
Pines térmicos: los tubos de calor, también llamados pines térmicos, a veces se utilizan en áreas difíciles de enfriar con métodos convencionales. Estos tubos de cobre sellados que contienen un fluido de trabajo transfieren calor de manera eficiente desde puntos calientes a áreas donde se puede aplicar enfriamiento.
Enfriamiento conformal: los moldes avanzados pueden incorporar canales de enfriamiento conformal, que siguen el contorno exacto de la cavidad del molde. Estas formas complejas normalmente se producen mediante fabricación aditiva (impresión 3D) utilizando acero martensítico o polvos de acero inoxidable. La uniformidad de enfriamiento mejorada reduce los tiempos de ciclo y minimiza la deformación de las piezas.
Recomendaciones de productos relacionados
Contáctenos
Correo electrónico: [email protected]; O rellene el formulario de contacto a continuación.
Yongkang Huashun Mould Co., Ltd. es una empresa de base tecnológica que se especializa en la producción de moldes de inyección de paredes delgadas.
