 English
English 中文简体
中文简体 русский
русский Español
Español Français
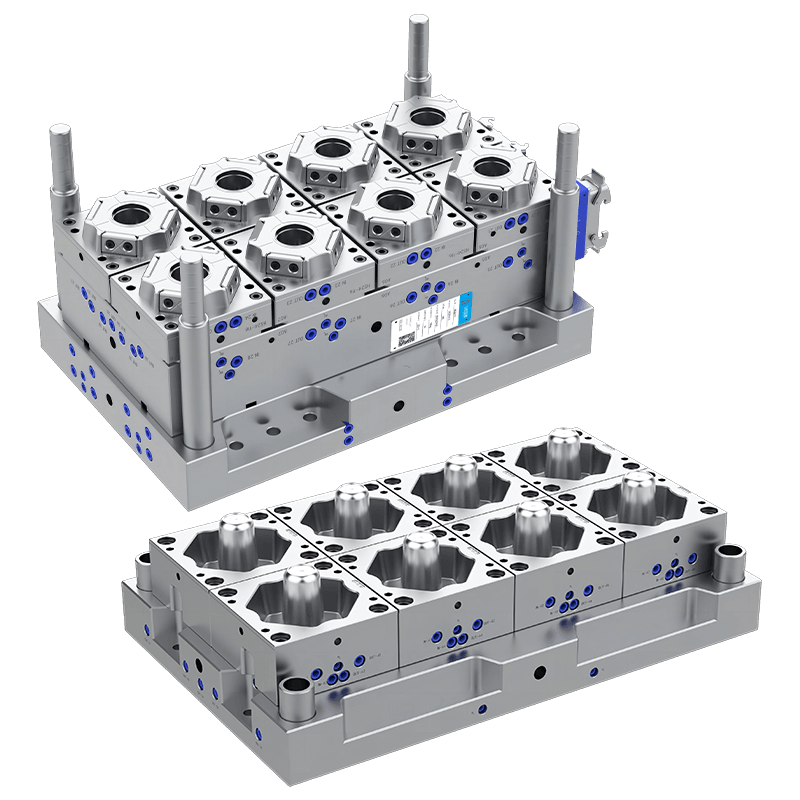
FrançaisFábrica de moldes para envases de alimentos: los detalles de la cavidad que deciden el rendimiento y el tiempo del ciclo
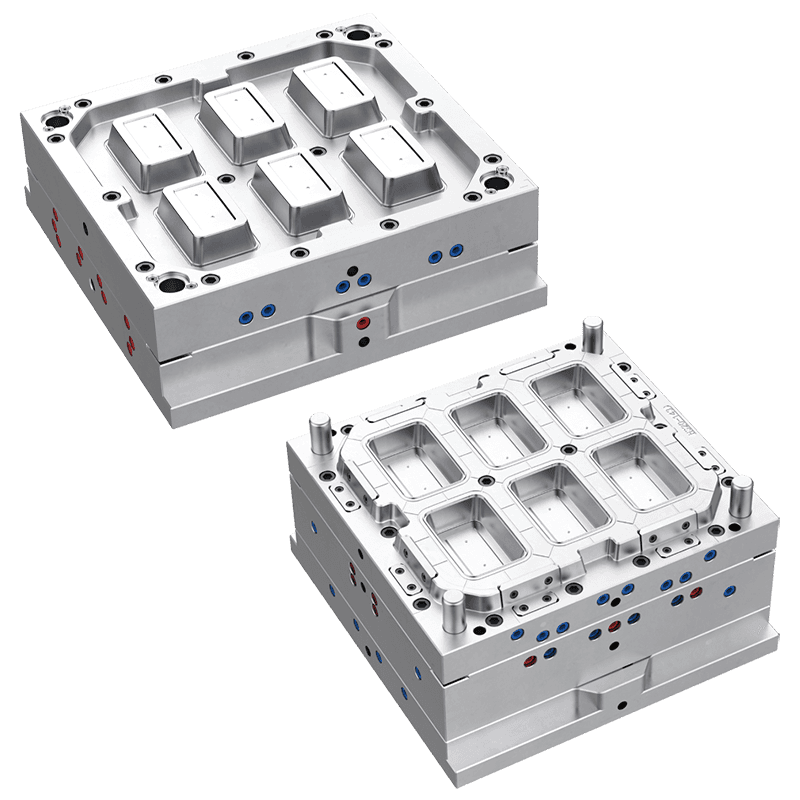
No es lo mismo un molde para envases de alimentos que un molde para envases genérico. El acero tiene que ejecutar millones de ciclos. El enfriamiento tiene que extraer el calor rápidamente sin deformar las paredes delgadas. La expulsión tiene que liberar una pieza que no pesa casi nada sin dejar marcas de alfiler que rompan el sello de film transparente. un fábrica de moldes para envases de alimentos vive en el espacio entre el diseño de la pieza, el comportamiento de la resina y las realidades de una línea de producción de alta cavitación. Aquí es donde se gana o se pierde el dinero.
Selección de acero y recuento de cavidades
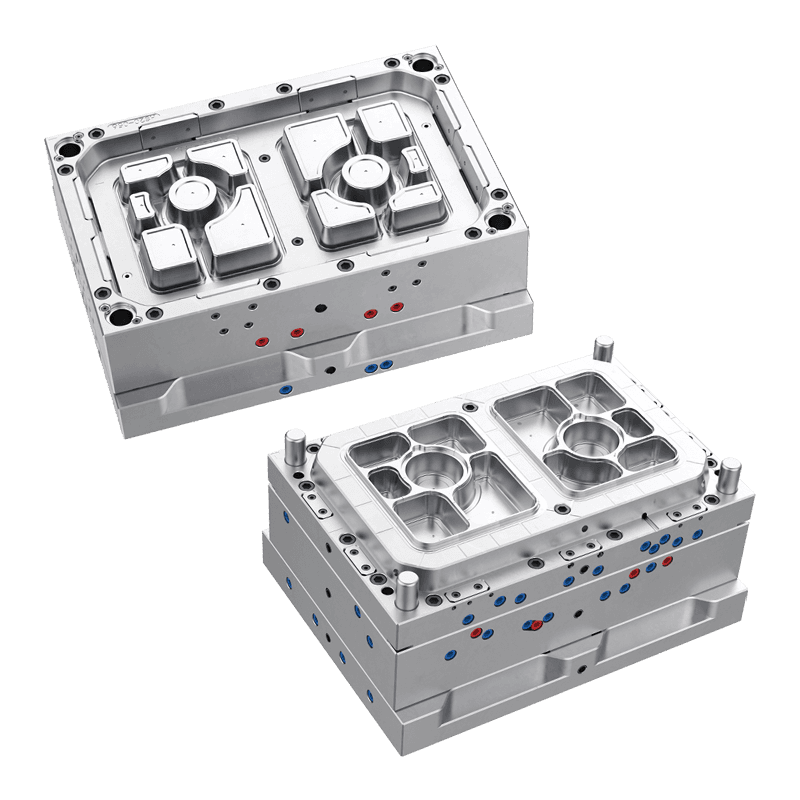
Un molde para recipientes de alimentos con múltiples cavidades comienza con la calidad del acero. Las cavidades y los núcleos ven resinas abrasivas de alto flujo y tiempos de ciclo medidos en segundos. El acero para herramientas de baja aleación funciona para tiradas cortas. Para más de unos cientos de miles de ciclos, las cavidades necesitan un mayor contenido de cromo y un endurecimiento completo. Una fábrica de moldes para envases de alimentos que conoce el volumen anual esperado especificará el acero en consecuencia y revestirá con cromo duro las superficies de la cavidad para resistir rayaduras y mejorar la liberación.
El recuento de cavidades impulsa la producción por ciclo. Pero más cavidades significan un equilibrio del corredor más complejo. Un molde de canal caliente de 16 cavidades con flujo mal equilibrado llena algunas cavidades antes que otras. Las cavidades de llenado temprano se llenan y parpadean, mientras que las de llenado tardío se acortan. Una fábrica de moldes para contenedores de alimentos que realiza análisis del flujo del molde en cada diseño de canal detecta esto antes de cortar el acero. Uno que adivina basándose en la simetría corta el acero dos veces: una para construir el molde y otra para arreglarlo.
Diseño de enfriamiento y tiempo de ciclo
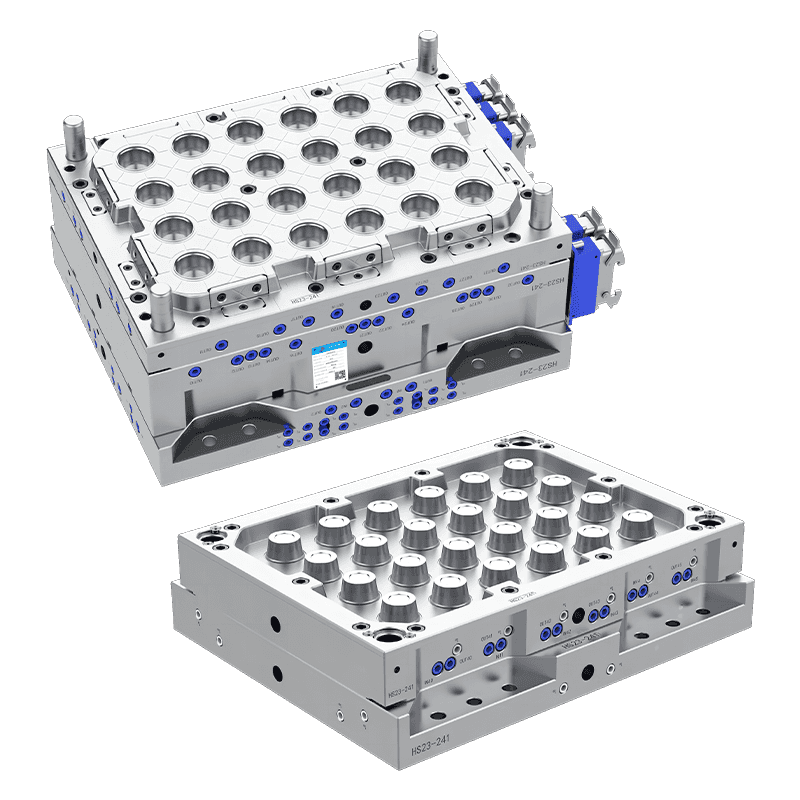
Los recipientes de comida de paredes delgadas se congelan rápidamente. Ése es el punto: el ciclo rápido. Pero el enfriamiento desigual deforma la pieza. Las paredes laterales cerca de la puerta están más calientes que la base. Las esquinas se calientan más que las paredes. Una fábrica de moldes para envases de alimentos diseña circuitos de enfriamiento que siguen de cerca la geometría de la pieza, con enfriamiento conforme donde el presupuesto lo permite o canales perforados con desconcertantes donde no lo permite.
La diferencia de temperatura entre la cavidad y el núcleo debe permanecer dentro de una banda estrecha en toda la superficie del moldeo. Los puntos calientes retrasan la expulsión. La pieza se pega. El ciclo se prolonga en fracciones de segundo que equivalen a una pérdida de beneficios durante un año de producción. Solicite a una fábrica de moldes para contenedores de alimentos un diagrama del circuito de enfriamiento con la propuesta del molde, no después de cortar la herramienta. Una fábrica que no puede proporcionar uno depende del control de temperatura del molde a granel, no de la eliminación precisa del calor.
Funciones de expulsión y apilamiento
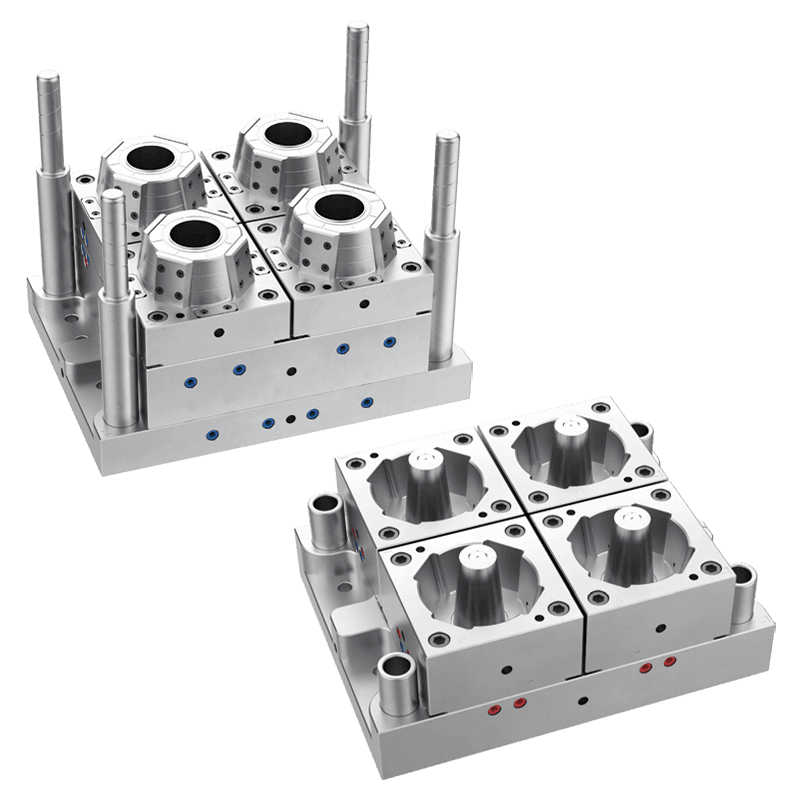
Un recipiente de comida se desmolda en una fracción de segundo. El sistema de expulsión (placas extractoras, válvulas de aire o una combinación) tiene que romper el vacío entre el plástico caliente y la superficie pulida de la cavidad sin distorsionar el borde. Un borde enrollado o abollado no sellará. Una fábrica de moldes para contenedores de alimentos que utiliza un anillo extractor completo con un chorro de aire positivo a través del núcleo produce llantas limpias y redondas ciclo tras ciclo. Los pasadores eyectores por sí solos en paredes delgadas dejan hoyuelos o perforaciones.
Es necesario apilar muchos contenedores. El molde tiene que formar orejetas de apilamiento o un hombro recortado que permita que un contenedor encaje en el siguiente sin atascarse. Estas características son pequeñas e intolerantes a las corrientes de aire. Una fábrica de moldes para envases de alimentos que mecaniza la geometría de apilamiento con tolerancias estrictas y ventilación adecuada produce envases que se separan fácilmente en la línea de llenado. Uno que no cumple con la tolerancia produce contenedores que se atascan y ralentizan el embalaje automatizado.
Sistemas de corredores: frío, caliente o híbrido
Los canales fríos son sencillos y económicos de construir. También generan remolido del bebedero y canal que debe ser regranulado y secado. Para contenedores de paredes delgadas, la guía puede pesar más que la pieza. Un sistema de canal caliente con compuertas de válvula elimina el canal por completo y mejora la consistencia del llenado. También agrega costo y complejidad. Una fábrica de moldes para contenedores de alimentos debe recomendar el tipo de canal según la resina, el volumen anual y la tolerancia de triturado para material de calidad alimentaria. Si la fábrica impulsa canales calientes independientemente del volumen, es posible que estén optimizando el precio de la herramienta, no el costo de la pieza.
Validación y Postventa
Una fábrica de moldes para contenedores de alimentos debe realizar una inspección del primer artículo de las piezas que envía con el molde. Verificaciones dimensionales contra la impresión. Consistencia del peso entre cavidades. Pruebas de apilamiento y sellado. El molde debe enviarse con un informe dimensional, no sólo con un conjunto de piezas en una caja.
El servicio posventa es más importante en los moldes para contenedores de alimentos que en la mayoría de las herramientas. Las caries se desgastan. Los componentes del canal caliente necesitan limpieza. Una fábrica que almacena núcleos, cavidades e insertos de punta caliente de repuesto para sus moldes es un proveedor que espera respaldar la herramienta durante toda su vida útil. Una empresa que trata cada molde como un proyecto único tardará en suministrar repuestos cuando una cavidad se daña un viernes por la tarde y la línea no funciona. Pregunte sobre la disponibilidad de repuestos y los plazos de entrega antes de realizar el pedido, no después de la puesta en servicio. La respuesta le indica si la fábrica se dedica al negocio de herramientas o al negocio de venta de moldes.
Recomendaciones de productos relacionados
Contáctenos
Correo electrónico: [email protected]; O rellene el formulario de contacto a continuación.
Yongkang Huashun Mould Co., Ltd. es una empresa de base tecnológica que se especializa en la producción de moldes de inyección de paredes delgadas.
